Industrial Sensors for Automation: Types, Principles, and How to Choose
Industrial sensors convert a physical condition, such as position, level, pressure, or temperature, into an electrical signal a control system can act on. In automation, they are the input layer: the eyes and nerves that let a PLC detect parts, monitor processes, and trigger safety stops. Choosing the right sensor means matching the sensing principle, range, and output to the task.
This guide covers the main sensor types, the principles that separate them, the output and connectivity choices that determine PLC compatibility, and how to select the right sensor for an application.
Types of Industrial Sensors to Boost Automation
Each sensor type solves a specific detection or measurement task. The table maps the main types to their sensing principle and typical use, and the detail follows.
Sensor type
Sensing principle
Measures
Typical use
Inductive proximity
Electromagnetic field
Metal presence
Part detection, end-of-travel
Capacitive proximity
Capacitance change
Any material presence
Level in tanks, non-metal parts
Photoelectric
Light beam
Presence at range
Conveyors, packaging
Ultrasonic
Sound waves
Distance, level
Clear or variable targets
Level
Float, radar, hydrostatic
Liquid or solid level
Tanks, silos
Pressure
Piezoresistive
Fluid or gas pressure
Hydraulics, pneumatics
Temperature
Thermocouple, RTD, thermistor
Heat
Ovens, motors, processes
Force / load
Strain gauge
Push or pull
Pressing, assembly
Proximity Sensors and Photoelectric Sensors
Proximity sensors detect objects without contact over short ranges, typically 1 to 60 mm, and are immune to ambient light. The two industrial types differ by target material. Inductive proximity sensors detect metal only, using an oscillating electromagnetic field that metal targets damp through eddy currents. Capacitive proximity sensors detect both metals and non-metals, including plastic, glass, and liquid, by sensing a change in capacitance.
Photoelectric sensors use a light beam and reach much farther, several meters, and detect nearly any material. They come in three modes: through-beam (separate emitter and receiver, longest range), retroreflective (a reflector returns the beam), and diffuse (the target itself reflects light back). The rule of thumb: metal at short range points to inductive, non-metal at short range to capacitive, and anything beyond 60 mm to photoelectric.
Motion and Safety Sensors
In automation, motion and presence detection for safety is handled by dedicated safety sensors, not generic motion detectors. Safety light curtains and laser scanners detect a person entering a hazard zone and trigger an emergency stop.
These devices are built to functional-safety standards such as IEC 61496 for electro-sensitive protective equipment and ISO 13849 for the performance level of safety control systems. Using rated safety sensors, rather than standard detection sensors, is what makes a guarding system compliant.
Level Sensors
Level sensors track liquids or solids in tanks and silos, preventing overflow, dry-running, and production delays. They split into two families. Point-level sensors switch at a single threshold, useful for high and low alarms. Continuous level sensors measure the full range and output an analog signal, usually 4 to 20 mA.
Common continuous technologies are radar, ultrasonic, and hydrostatic, each suited to different media and tank conditions. Capacitive and float switches are common for point-level detection.
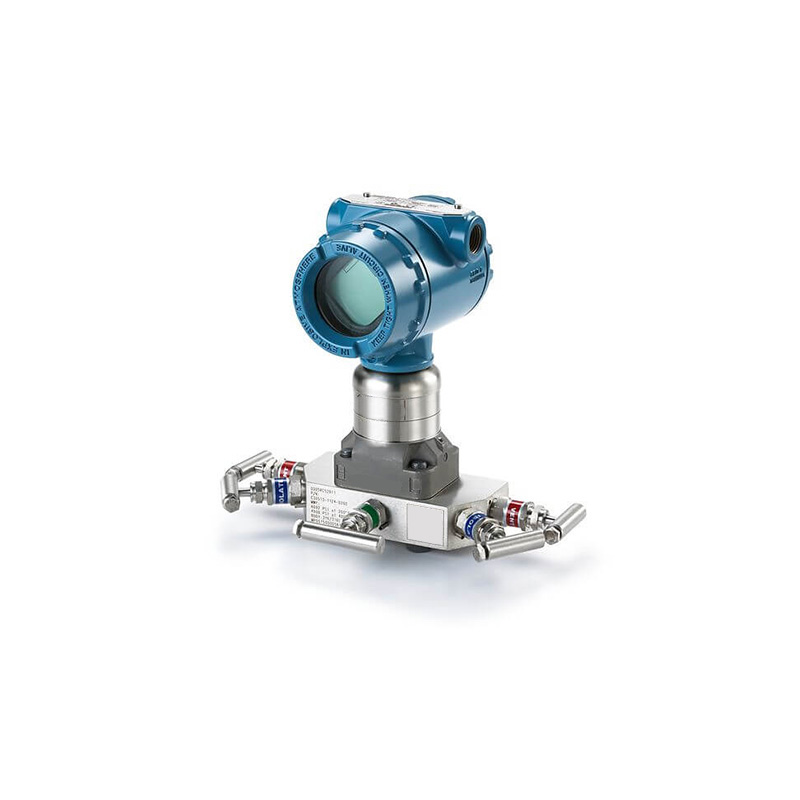
Pressure Sensors
Pressure sensors monitor fluid or gas pressure, which is vital for hydraulic and pneumatic systems. Most industrial units are Piezoresistive and output a 4 to 20 mA analog signal for continuous monitoring. They come in gauge, absolute, and differential types, depending on the reference.
Beyond stable operation, pressure sensors feed predictive-maintenance systems, flagging slow pressure drops that signal a developing leak or pump wear before a failure.
Temperature Sensors and Humidity Sensors
Temperature is measured by three main sensing elements, and choosing among them is the key buyer decision. The table compares them.
Element
Range
Best for
Thermocouple (K, J, T)
Very wide, to 1200°C+
High-temperature processes, ovens
RTD (PT100)
Moderate, high accuracy
Precise process control
Thermistor
Narrow, fast, low cost
Consumer and tight-range use
Thermocouples handle the widest and highest temperatures, RTDs give the best accuracy and stability, and thermistors are fast and inexpensive over a narrow band. Humidity sensors monitor moisture in dry rooms and moisture-sensitive processes, protecting product quality.
Force Sensors
Force sensors, usually strain-gauge load cells, measure push or pull in packaging, pressing, and assembly. They ensure the line applies consistent force, which protects components and confirms correct assembly. Their output feeds quality-control checks that reject under- or over-pressed parts.
How Sensors Drive Automation Benefits
Sensors continuously collect real-time data that a control system uses to monitor and adjust processes. Four benefits follow directly.
Enhance Quality Control
Sensors catch defects early. Photoelectric and proximity sensors flag missing parts, temperature and humidity sensors catch out-of-spec conditions, and force sensors confirm consistent assembly pressure. Catching deviations in real time reduces rework and scrap.
Enable Predictive Maintenance
Predictive maintenance depends on continuous monitoring. Pressure, temperature, and vibration data reveal developing faults before they cause failure, so teams intervene on schedule rather than after a breakdown. This cuts unplanned downtime and extends equipment life.
Improve Safety Systems
Safety light curtains, laser scanners, and proximity sensors detect human presence and trigger emergency stops. Built to IEC 61496 and ISO 13849, they protect workers and equipment while keeping the line compliant with machine-safety regulations.
Streamline Process Control
Sensors convert physical conditions into electrical signals, usually a 4 to 20 mA analog value or a discrete switching output, that the PLC interprets and acts on. This closed loop of sense, decide, and act is the backbone of responsive automation.
Output and connectivity: matching the sensor to your PLC
A correct sensor with the wrong output wastes commissioning time. Discrete sensors use three-wire DC transistor outputs in two configurations, and the PLC input card determines which you need.
Output type
How it works
Note
PNP (sourcing)
Switches the positive supply to the load
Common in North America and Europe
NPN (sinking)
Switches the load to ground
Common in Asia and legacy systems
4-20 mA analog
Continuous signal for measured value
Level, pressure, temperature
IO-Link
Digital point-to-point (IEC 61131-9)
Diagnostics, remote configuration
PNP and NPN are not interchangeable; match them to the PLC input module. IO-Link, standardized as IEC 61131-9, is increasingly specified because it carries diagnostics and lets sensors be configured remotely, which supports predictive maintenance and faster changeovers. Also confirm the housing IP rating and connector, commonly a sealed M12, for the environment.
Choosing the Right Type of Sensor
Sensor selection follows a short sequence of questions. Work through them in order.
Factor
What to consider
Target material
Metal points to inductive; non-metal to capacitive or photoelectric
Sensing range
Under 60 mm favors proximity; beyond, photoelectric or ultrasonic
Accuracy
RTDs and load cells give precise measurement
Response time
Inductive and photoelectric switch fastest for high-speed lines
Environment
Match IP rating and housing to dust, moisture, and temperature
Output and wiring
Match PNP/NPN, 4-20 mA, or IO-Link to your control system
Start with target material and range, since those eliminate most options immediately. Then confirm the output matches your PLC, because a mismatch there is the most common and avoidable integration error. For harsh environments, favor contactless sensors and sealed housings, which reduce wear and maintenance.
Sensors in Industry 4.0 and predictive maintenance
Connected sensors are the foundation of Industry 4.0. Smart sensors with IO-Link feed data from the factory floor to control systems and the cloud, enabling real-time decisions and remote diagnostics.
The biggest payoff is predictive maintenance. By continuously measuring vibration, temperature, pressure, and force, and applying analytics, sensor data reveals patterns that predict equipment problems before they happen. This proactive approach cuts emergency repairs and downtime, which is why sensor coverage is expanding across plants.
Frequently asked questions
What are the main types of industrial sensors?
The core types are proximity (inductive and capacitive), photoelectric, ultrasonic, level, pressure, temperature, and force sensors. Each converts a physical condition into an electrical signal, and they differ by sensing principle, range, and the kind of target or variable they detect.
What is the difference between inductive and capacitive proximity sensors?
Inductive sensors detect metal only, using an electromagnetic field that metal targets damp through eddy currents. Capacitive sensors detect both metals and non-metals, including plastic, glass, and liquid, by sensing a change in capacitance. Use inductive for metal parts and capacitive for non-metallic materials or level.
What is the difference between a proximity sensor and a photoelectric sensor?
A proximity sensor detects objects without contact over short ranges, typically 1 to 60 mm, and is immune to ambient light. A photoelectric sensor uses a light beam to detect nearly any material at longer ranges, several meters. Choose proximity for short-range metal or material detection and photoelectric for distance or non-metallic targets.
What is the difference between a thermocouple and an RTD?
A thermocouple measures very high and wide temperature ranges and is rugged and low cost. An RTD, such as a PT100, offers higher accuracy and stability over a moderate range. Use thermocouples for high-temperature processes and RTDs where precision matters most.
What is the difference between PNP and NPN sensors?
PNP and NPN describe the transistor output of a three-wire DC sensor. A PNP output sources current to the load by switching the positive supply, while an NPN output sinks current by switching the load to ground. The choice must match the PLC input card, since they are not interchangeable.
What is IO-Link?
IO-Link, standardized as IEC 61131-9, is a digital point-to-point communication standard for sensors and actuators. It carries not just the switching signal but also diagnostics and configuration data, which supports predictive maintenance and faster line changeovers.
How do I choose an industrial sensor?
Start with the target material and required range, which eliminates most options. Then confirm accuracy and response time for the task, match the IP rating to the environment, and ensure the output type (PNP, NPN, 4-20 mA, or IO-Link) matches your control system.
Source industrial sensors through eINDUSTRIFY
eINDUSTRIFY is a premier global B2B marketplace for industrial supplies, connecting automation, controls, and plant teams with vetted suppliers of sensing and instrumentation hardware. Every seller is vetted, so you source genuine sensors with the right output and rating, and compare specifications across brands like Rosemount, Siemens, and ABB in one place.
Browse Instrumentation for Transmitters and Flow Sensors, and the Industrial Control category for the controllers that read them. These systems serve the Manufacturing, Power Generation, and Data Centers sectors directly. For project sourcing or hard-to-find sensor specifications,submit an RFQ and our team will match you to the right suppliers. Call 1-888-774-7632 or email info@eindustrify.com to get started.